Selamat datang ke laman web kami!


-

10 motor automatik automatik bebola bebola tugas berat kaca tepi mesin
Mesin ini mempunyai 6 motor yang dapat memproses tepi bawah kaca dan arris depan (0-45 darjah), dengan 2 motor untuk jahitan depan dan 2 motor untuk jahitan belakang. Mesin ini menggunakan SISTEM BEARING CONVEYOR. Ia sesuai untuk pemprosesan kaca kecil (40mmx400mm) dan kaca berat (4mx4m). Mesin ini mempunyai mekanisme perlindungan ketebalan kaca. Apabila kaca ketebalan yang salah dimasukkan ke dalam mesin, mesin akan berhenti secara automatik. Ini melindungi galas daripada hancur. Mesin menggunakan kawalan PLC dan antara muka pengendali. Kelajuan kerja dapat disesuaikan melalui pengatur stepless. Permukaan kaca yang diproses sangat terang dan halus, menghampiri permukaan kaca yang asli. Mesin ini juga dilengkapi dengan rangkaian pemprosesan yang luas dan operasi yang mudah. -
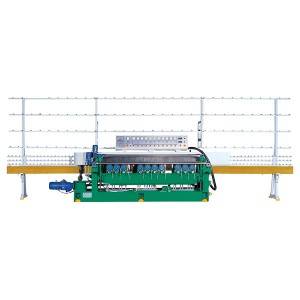
11 motor automatik automatik bola bebola sudut sudut tepi mesin pemotong
Mesin ini mempunyai 6 motor (No.1-No.6) yang dapat memproses tepi bawah kaca dan arris depan (0-60 darjah), 3 motor (No.7-No.9) yang dapat memproses tepi miter kaca dan juga bawah tepi, dengan 2 motor untuk jahitan belakang. Semua proses selesai dalam satu perjalanan. Untuk membuat pemarkahan rata / penggilap, motor No.1-No.6 perlu kekal pada tahap ZERO dan motor No.7-9 boleh ditukar menjadi 45 darjah untuk arris depan. Untuk membuat miter dan tepi bawah, motor No.1-No.6 dapat disesuaikan dengan tahap yang diminta dan putar motor No.7-No.9 ke darjah ZERO untuk pemprosesan tepi bawah. Mesin ini menggunakan SISTEM BEARING CONVEYOR. Ia sesuai untuk pemprosesan kaca kecil (40mmx40mm) dan kaca berat (4mx4m). -

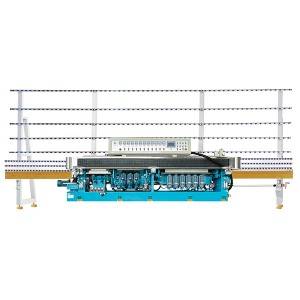
15 motor automatik automatik bola bebola sudut sudut tepi mesin pemotong
Motor bahagian 6 pertama (No.1-No.6) memproses tepi bawah kaca dan tepi miter depan (0-60 darjah), 2 motor (No.7-No.8) untuk jahitan arris belakang dan 2 motor (No. 9-No.10) untuk jahitan arris depan. Motor No.11.No.12 dan No.13 adalah untuk penggilingan tepi bawah dan penggilap akhir apabila motor No.1-No.6 untuk pemprosesan miter depan. Dua roda terakhir adalah untuk penggilap arris depan dan belakang. Semua proses selesai dalam satu perjalanan.
Mesin ini menggunakan SISTEM BEARING CONVEYOR. Ia sesuai untuk pemprosesan kaca kecil (40mmx40mm) dan kaca berat (4mx4m). Struktur pendakap atas dapat menjadikan penghantar berjalan dengan stabil untuk berfungsi dengan ukuran kaca 40mm yang sangat kecil. -

meja pemindahan T kaca berganda berkelajuan tinggi berkelajuan tinggi
Lini pengeluaran ini terdiri daripada satu meja pengukur ukuran kaca cerdas, dua tepi dua dan satu meja pemindahan L-Shape. Port ini tersedia untuk menghubungkan meja pengukuran dengan sistem ERP dan sistem pengimbasan untuk memudahkan keperluan pengeluaran automatik. Meja pengukur kaca digunakan untuk memindahkan dan menempatkan kaca yang akan diproses, membuat pengukuran panjang, lebar dan ketebalan gelas yang tepat, dan mengirimkan data ke penggiling dua sisi dan peralatan pemprosesan lain untuk pemprosesan kaca lebih lanjut. -

double edger flat Edgers penuh automatik
Edger berganda ini dapat mengisar / menggilap dua tepi kaca rata pada masa yang sama. Mesin ini menggunakan kawalan PLC dan antara muka pengendali.
Bahagian pengisaran bergerak bergerak sepanjang panduan galas bebola kembar linear. Transmisi dilaksanakan melalui skru plumbum galas bebola kembar, yang digerakkan oleh motor dengan putus.
Kenaikan / kejatuhan sistem penjejakan atas dan motor arris atas didorong oleh motor. Ia dapat diatur secara automatik mengikut input ketebalan kaca yang berbeza. -

Mesin pemesong kaca kecil 9 motor PLC control ZX261D 361D 371D
Mesin ini direka untuk membuat serong pada kaca kecil dan kaca besar. Jalur penghantar belakang dapat digerakkan ke atas dan ke bawah mengikut ukuran kaca. Untuk ukuran kaca kecil, jalur penghantar belakang dapat digerakkan ke atas. Untuk ukuran kaca besar, trek penghantar belakang dapat digerakkan ke bawah, ia menggunakan kawalan PLC dan antara muka operator. Skrin dapat menunjukkan ketebalan kaca, sudut serong, lebar serong dan ketinggian trek belakang.
Penghantar menggunakan sistem pemancaran rantai roller besar, pad pencengkam kaca mempunyai reka bentuk untuk membuat kaca kecil, ia boleh diubah setelah haus. Kaca jaminan struktur ini bergerak dengan stabil. Ketepatan kerja tinggi. -
11 beveler kaca manual motor dengan kelajuan digital yang mudah dikendalikan
Mesin ini direka untuk menghasilkan tepi serong, dengan pengisaran tepi bawah. Penghantar menggunakan sistem rantai roller besar sendi pendek. Roda pengisaran dipacu secara langsung oleh motor ABB berketepatan tinggi. Kelajuan kerja boleh disesuaikan oleh pengatur stepless. Rel depan didorong oleh motor untuk menyesuaikan diri dengan pelbagai ketebalan kaca. Ketebalan kaca dan kelajuan kerja ditunjukkan pada bacaan digital. Mesin ini diketengahkan oleh kecekapan dan ketepatan tinggi, kualiti stabil, operasi mudah dan keausan rendah.
-

automatik sistem rantai pemboleh ubah sudut kaca tepi mesin pemotong
Mesin ini boleh melakukan penggilap tepi rata yang normal, ia juga dapat membuat tepi miter 0-45 darjah. Mesin ini menggunakan sistem kawalan PLC dan panel sentuh. Mesin boleh berjalan dalam mod automatik dan mod manual. Motor 4-6 depan dapat menyesuaikan sudut dari 0 darjah hingga 45 darjah untuk menggilap tepi bawah dan tepi miter. -

6 mesin bulat tepi mesin OG tepi bulat yang paling popular
Mesin boleh menghasilkan tepi bulat, tepi OG, dan tepi profil lain pada kaca rata. Penghantar depan boleh digerakkan secara selari untuk menyesuaikan dengan ketebalan kaca yang berbeza. Kedua-dua roda jahitan depan dapat mengeluarkan gelas kaca, yang mengurangkan kerja roda periferal belakang, memanjangkan jangka hayat roda periferal dan meningkatkan kelajuan kerja. -

barisan mesin gerudi tepat automatik dengan sistem PLC dan Servo
Mesin penggerudian kaca ini boleh disambungkan dengan mesin bermata dua untuk membuat garisan automatik. Ia juga boleh berfungsi secara bebas. -

Mesin penggerudian kaca ZX100 dengan laser
Mesin ini menggunakan pengawal relay masa dan teknologi penyangga minyak. Pusat lubang gerudi boleh diletakkan dengan kaedah mekanikal atau laser. Kaca cengkaman pneumatik dengan tekanan yang boleh disesuaikan. Mesin mempunyai dua status kerja: manual & automatik. Dalam mod manual, mesin hanya berfungsi satu pusingan. Dalam mod automatik, mesin berfungsi berterusan. Mesin ini diketengahkan oleh kecekapan kerja yang tinggi, kerosakan kaca rendah dan mudah dikendalikan. -

sistem rantai automatik mesin penggilap tepi rata kaca puenmatik
Mesin ini menggunakan sistem kawalan PLC dan panel sentuh. Ia melakukan penggilap tepi rata, sistem penggilap pneumatik menjadikan mesin lebih mesra operasi, kemasan kaca sangat ideal. Mesin boleh berjalan dalam mod automatik dan mod manual. Sistem penghantaran rantai menggunakan konveyor, kelajuan kerja dapat disesuaikan melalui pengatur kelajuan.











